1. Kraapimise ettevalmistus:ci fleksopressPraegu kasutatakse polüuretaanist õlikindlat kummist, tulekindlat ja õlikindlat silikoonkummist kaabitsat, millel on mõõdukas kõvadus ja pehmus. Kaabitsa kõvadus arvutatakse Shore'i kõvaduse järgi. Üldiselt jaguneb see neljaks astmeks: 40–45 kraadi on madala kõvadusega kaabits, 50–55 kraadi on pehme kõvadusega kaabits, 60–65 kraadi on keskmise kõvadusega kaabits ja 70–75 kraadi on kõvad kaabits. Trükiplatvormil tuleks kasutada kõrge kõvadusega kaabitsat, mille paksus peaks olema 10–12 mm. Kaabitsa pikkus sõltub ekraani raami suurusest, tavaliselt 20–30 mm laiem kui graafika mõlemad küljed.
2. Viimane väljaanne. Leidke hea joonlaud ja määrake võrgu vahekaugus. Üldiselt on vaja täpset sõelavahe. Hea ületrükitäpsuse saavutamiseks tuleks sõelavahe määrata väiksemaks, umbes 3–4 mm, väikese sõelaraami puhul 2–3 mm ja suure formaadi puhul 5–6 mm kõrguseks. Võrgusilma vahekauguse parameetrid määratakse vastavalt sõela suurusele ja venitatud sõela tihedusele.
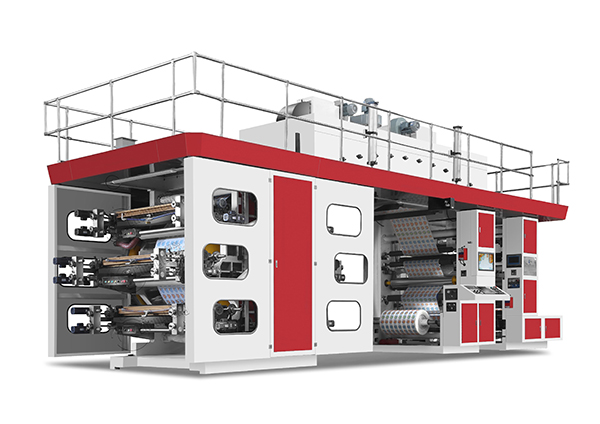
Seega on hea töö kohandaminefleksograafiline trükimasinsaab tõhusamalt tagada kvaliteedifleksograafiline trükimasin, et rahuldada inimeste trükkimisvajadusi.
Postituse aeg: 07.07.2022